

Sheet metal bending involves applying varying levels and degrees of force to a piece of metal to form/shape/bend it into a desired structure.
Of course, the sheet metal may go through several other fabrication processes as well as bending, and you can read more about these processes on our services pages online.
In fabrication, often the bending process results in a V or U shape bend, and the tool sheet metal fabricators will mainly use to achieve this is known as a press brake, and trust us, accuracy is key when using a press brake, especially as different types of press brake can apply different levels of force to the metal, hence achieving different bends.
For example:
Mechanical – not suitable for air bending (we’ll cover this further in the post), but a mechanical press brake will offer speed and accuracy.
Pneumatic – a compressor that uses air power to bend sheet metal. This press is particularly useful when you only need to apply a little pressure, making it suitable for producing small parts.
Hydraulic – using the latest technology, this type of press brake provides precision bending—a popular choice among professional fabricators.
CNC – continuously able to produce accurate results, CNC machining is a safer option to work with and allows fabricators to work on small runs, large sections, and metres of sheet metal.
How to bend metal sheet
There are various types of sheet metal bending involved in sheet metal fabrication. These include:
Air Bending
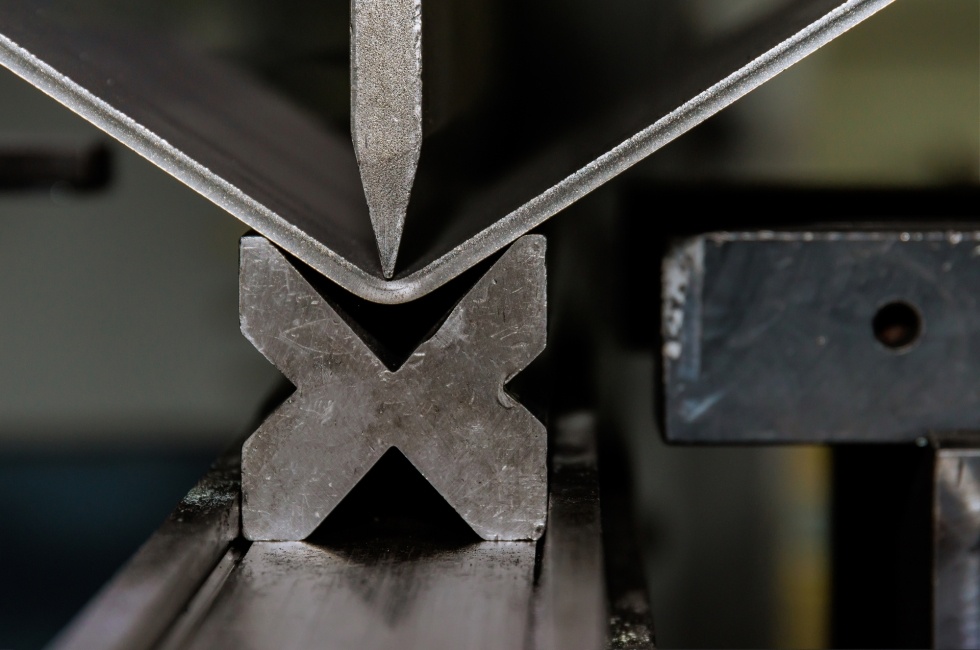
Here, the metal will make contact with the outside edges of the die as well as the tip of the punch. The top of the die will then work across the punch, bending the metal into a V shape and leaving space under the sheet to allow more bend angle control.
This process involves using the least contact, with the equipment only touching the sheet metal at the punch tip and die.
Air bending is one of the most widely used metal sheet bending processes, especially as it doesn’t require high levels of force.
Bottom Bending
Again, as with air bending with bottom bending, the punch and the die don’t make contact with the material, and in addition, there will be no imprint left on the metal while using this process.
Bottom bending provides greater accuracy, has less spring back, and is an all-around safe process. However, it does require more force to be applied.
Coining
Coining is a delicate bending process that only a professional sheet fabrication company should carry out.
Controlling the angles of the bend, a little more force is required to force the bend, and with this process, you will see a little spring back with the metal.
However, coining is also a very precise bending technique, and the results you achieve can be easily repeated.
Folding
Folding involves folding the surface part of the sheet metal to form the desired bend. The sheet metal is held in place with clamps while force is applied at the specified angle.
This process allows several bends/folds to be created in the same piece of sheet metal. In addition, this process also limits the risk of damage to the sheet, and you can run large sheets of metal through the process.
Wipe Bending
By holding the metal between a pressure pad and die, you can apply force directly to the metal, wiping the flange downward and creating the bend.
Wiping allows you to round the metal, offers limited surface damage, and excellent precision.
Force is applied evenly across the sheet metal surface, allowing you to achieve numerous bends. However, this type of sheet metal bending is expensive to carry out; you will experience a little springback, and you can’t create bends over 90 degrees.
Joggling
The press brake machine will bend the sheet metal to create an S or Z bend by bending in both directions.
Shaping section by section, joggling is a good sheet metal bending process if you need repeated patterns.
Versatile, offering low production costs and little springback; however, bear in mind this process can cause deterioration in the material.
Rolling
Used for large workpieces in the construction industry, rolling allows for the production of tubes and cones, for example, in various shapes and sizes.
Rolling involves feeding sheet metal between two rollers, manufacturing the sheet into a curve, and repeating the process until the desired bend is achieved.
Suitable for creating very long sheet metal parts with a range of thicknesses, i.e., panels, tracks, shelving, buildings lighting, roofing, HVAC applications, etc.
Rotary Bending
Rotary bending is a complex and expensive process where the metal is clamped to a rotating die and drawn around the die.
Rotary draw bending won’t scratch the surface of the metal, and you can bend the metal into sharp corners, making it suitable for the creation of pipes where rotation of over 180 degrees is required.
Bending Sheet Metal
You must choose the right material to achieve the right bend, as some metals are more malleable than others.
Materials that work well for bending:
- Galvanised steel
- Aluminium
- Stainless steel
- Spring steel
- Copper
- Mild steel
As well as material choice, it is also advisable to calculate the bend allowance of the sheet material using the material thickness and internal radius measurements.
Morfabrication
A full-service sheet metal fabrication company, creating high-quality fabricated metal products, all matched with our exceptional customer service.
Providing you with end-to-end solutions for your next project. Call 0191 816 2718 or email your requirements to info@morfabrication.com and let us help you today.
Read the next article: Powder Coating